Collaborative ecosystem integrated machine tool performance self-optimization
General Information
Challenge, Value & Description
Performance, Access & Contact
1 – General Information
Partners
Sectors addressed
Application categories covered
Lifecycle level covered
Digital Engineering
Planning & Commissioning
Smart Production & Operations
Smart Logistics
Smart Maintenance
Customer Service
Circularity
Neuengasse 28, 2502 Biel, Suiza
Geographical Scope
- Europe
- DACH (Germany, Austria, Switzerland)
- Southern Europe (Italy, Spain, Portugal, Greece)
- Nordics (Sweden, Denmark, Norway, Finland, Iceland)
2 – Challenge, Value & Description
Challenge
In the RE4DY Project, this use case-pilot has the vision of a Connected, Circular and Cognitive Solution to optimize the management of waste associated with machining operations regarding energy, components, materials, and tools in order to significantly reduce costs and CO2-footprint of the shopfloor while improving its performance and developing the ecosystem business.
The pilot aims to enable a sustainable use of machines and tools until the end of cycle/life, creating a resilient data flow for optimizing machine, process and tool lifecycle performance across different solutions while also generating a layout of a profitable business model for all applications to optimize the production workflow, time and costs, reducing emissions and protecting IP.
Value
The use case – pilot value is clear from business processes data sources being identified with synchronization ongoing at SSF & Fraisa sites on dedicated Data Container. In SSF site, the real time digital twin station simulates the production of a part and allows for virtual testing and optimization of the part design and manufacturing process using a physical model for operator training and demonstration. The metrology and quality inspection station allow the measurement of the drone parts produced at the SSF and compares them to the reference dimensions for quality control (probe touch & optical scan).
Whereas in the Fraisa site all R&D machine tools are connected to ICMs with My rConnect implemented for full transparency of machining and tooling load. Consequently, all relevant geometrical information of work pieces can be matched to operation on tool and all-important life cycle data of tool can be saved on tool box via RFID for recondition process, while all tooling and machining data can be uploaded into a machining cloud for data processing.
These process optimizations contribute to time reduction, failure reduction, cost reduction, energy consumption reduction in production processes as well as tailored layout for enhanced lifetime of tool.
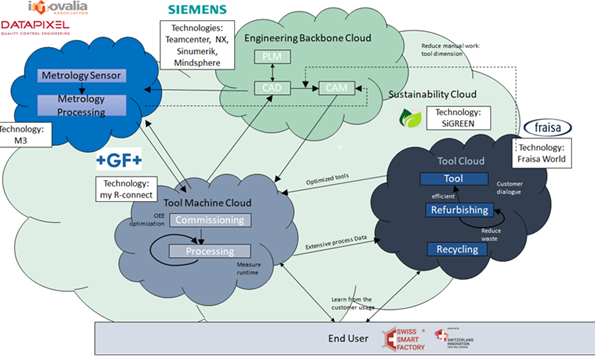
Description
In the graphic below the data value chain is shown:
Data Value Chain Description
Infraestructure Elements
- Private Cloud
Platforms & Tools used
Acquisition: Sensors, M3MH.
Analysis: Knowledge Graph Visualization Environment
Preparation: Meta Repository Demonstrator, CERTH Sovereign Data Transformation Service,
Storage: Data container
Usage: Keycloack, Incident detection, response, MyVirtual Machine
Sharing: NOVA Asset Administration Shell (NOVAAS), OCES Ontology Commons Ecosystem, DIDI (Dataspace for Industrial Data Intelligence)
3 – Performance, Access & Contact Info
Performance
The use case pilot has allowed a reduction from 60 to 5 minutes in tool selection, while also reducing failures in CAM from 100% to 5%. At the same time, the time to set up the process has reduced from 180 hours to 15 hours.
The tooling cost has reduced from 100% to 70% and the kW energy consumption has reduced from 100% to 90%.
Other use case performance indicators include residual lifetime of components with respect to total lifetime evolving from 20% to 10% as well as the time for setting up the right zero defect part manufacturing strategy and the time spent on tolerances control have bothy reduced from 100% to 50%.
These indicators become especially relevant for a more time and cost-effective manufacturing process.